
致力于钢铁行业解决方案
13785502355

电话:13785502355
传真:0315-3223939
地址:河北省唐山市丰润区银城铺乡三里屯村南唐山市登铭钢结构有限公司
网址:www.tsjingyou.com
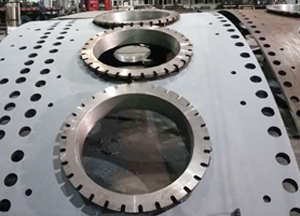
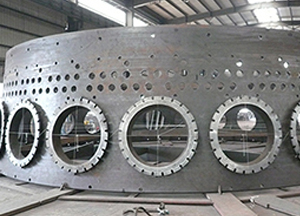
高炉炉壳加工生产到中后期,会出现炉壳变形甚至开裂而跑火,如果处理不及时或不好会酿成大事故。容易出现跑火的地方是冷却壁进出口与炉壳连接的波纹管处,容易开裂的地方是炉身下部、炉腰、炉缸铁口周围。
造成开裂的原因:
炉体发红、开裂、跑火说明已有高温煤气窜到该处,造成的原因有:
(1)炉衬已被侵蚀掉;
(2)冷却器烧坏;
(3)冷却器间的锈接缝已损坏,高压高温煤气得以在它们形成的缝隙中窜到冷却壁与炉壳之间的膨胀缝,高温煤气从背面加热冷却壁,加速冷却壁烧坏,加速炉壳使其变形或在应力集中处开裂。
处理上应遵循以下几点:
(1)出现跑火应立即打水,若不见效应改常压,减风、放风立至停风,制止跑火;
(2)检査冷却壁是否漏水,可用分区关水逐块检查,发现有漏水的冷却壁,则酌情减水量或通高压蒸汽,尽量不要切断让其烧毁而影响其前面的砖衬,或无法结成渣皮自我保护;
(3)如果耐火砖衬已完全损坏掉,可釆用湿法喷注造衬的办法快速修补,同时利用此机会修复冷却器(更换或插冷却棒等);
(4)在不停炉的情况下可以采用智能压入密封造衬技术,以空气压力为动力,利用压浆机将压浆料压入炉壳内炉衬的受损部位和缝隙中,并且靠炉内自身的热量使其成型,起到对开裂跑气部位进行密封作用。
(5)补焊炉壳,补焊炉壳切忌用裂缝上另贴钢板的办法,应割补焊或原缝加工后对焊,应注意,使用新钢板割补焊时,新钢板与原炉壳钢板的钢号应一样,焊条要对号,焊接处要加工成K形(因无法从炉壳内表面加工成X形),新钢板焊接时应相应加温。如果贴补新钢板,原裂缝未得处理,高温高压煤气会窜到新钢板与炉壳之间,不仅使原裂缝继续加大,而且高炉煤气作用到焊缝上,如果焊接质量不好(两块钢板钢号不一样,焊条不对号等),更易造成焊缝开裂,高压高温煤气冲出,将裂缝和焊缝冲大,而跑出炽热焦炭,造成重大事故。