致力于钢铁行业解决方案
13785502355

电话:13785502355
传真:0315-3223939
地址:河北省唐山市丰润区银城铺乡三里屯村南唐山市登铭钢结构有限公司
网址:www.tsjingyou.com
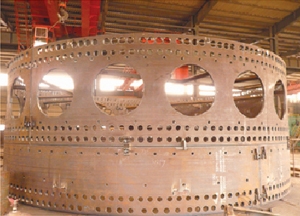
今天小编为大家带来2种不同的炉壳安装方式
在起重机械能力允许的范围内,在预先搭建好的组装平台上组装焊接一段炉壳环形带,然后将拼焊后的组装件依次吊至设计位置。炉壳拼装平台是炉壳吊装的重要施工设施。应位于安装起重机的地方,且基础状况良好。它应该用钢或枕木建造。中心和轴线的定位标记应标在平台上,水平度应调整。在装配平台上对炉壳进行装配和校正时,需要使用大量的装配夹具,如调节竖缝的竖缝夹板、调节横缝的角钢校正器或压板校正器、调节炉壳不圆度的椭圆校正器等。焊接方法包括手工焊接、自动焊接和半自动焊接(见高炉炉壳焊接)。如果条件允许,也可以组装多波段炉壳,但一次组装的数量不应超过4波段。为了减小炉壳上吊点的横向张力,安装时应使用十字或Y形吊架,并在炉壳内焊接加强支撑;还应安装吊装用的临时设施,如环形脚手架、吊环和梯子。
单块组合安装法:
带进现场的单块炉壳由起重机械直接吊装就位,吊装方法在设计位置成对进行。大型高炉炉壳板厚大,单块尺寸大,皮带总成重量大大超过现有起重机械的能力,只能用单块吊装。吊装方法与上述方法大致相同,但采用单面丝电渣焊自动焊机焊接时,上炉壳必须在下炉壳立缝焊接完成后才能组装,以满足自动焊机工作位置的要求。为了防止起吊部件的重心偏移,应设置手动滑轮进行起吊,以调整起吊部件。